2024��9��11��
SBZDH-06�Զ���������ʵѵ����װ��
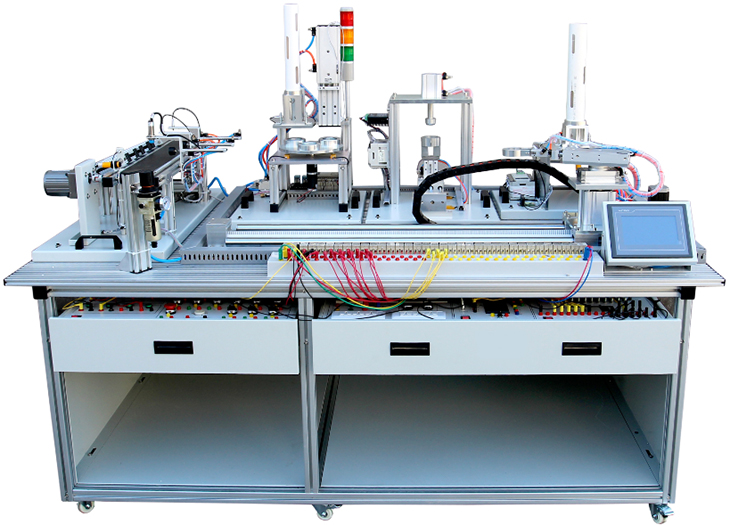
�Զ���������ʵѵ�����豸��Ҫ�е�������������ɱ�̿����������Զ����Ƽ���������⼼���������̿������Զ����DZ����ȿγ̵�ʵ�顢ʵѵ���γ����,ʹѧ�����տ����DZ���ʹ�÷���,�߱��������ų������DZ���·���ϵ�����,�����к�ά�����̿���ϵͳ��������
һ���Զ���������ʵѵ�����豸��������
1.������Դ����������AC 380V��10%? 50 Hz��
2.�¶ȣ�-10��40 ��������ʪ�ȣ���90%��25������
3.���γߴ磺����������=2000��1120��1400 mm��
4.�������ģ���5 kW��
5.��ȫ������ʩ�����нӵر�����©�籣������,��ȫ�Է�����صĹ��ұ������ø߾�Ե�İ�ȫ�Ͳ���������Ե���ĸ�ǿ�Ȱ�ȫ��ʵ�鵼�ߡ�
�����Զ���������ʵѵ�����豸�ṹ��
ʵѵװ��̨��Ϊ���Ͻ�ʽ,ʵѵ����װ��PLCģ���I/O���ӡ���Ƶ���Ľ��߶��ӡ�������ģ����PLC�����Ӷ���,���밲ȫ��������,ʹ�ô���ȫ��ͷ�ĵ��߽��е�·���ӣ���ָ��ء���翪�ء���������ָʾԪ���ĵ�·,��ͨ�������Ž������ӡ���������ӵ�·����������ӵ�·����,�ȱ�֤ѧ���������ܵ�ѵ�����γɺ���,�ֱ�֤��·���ӵĿ��١���ȫ�Ϳɿ���
���Ͻ�ʽʵѵ̨������װ���ϻ�������е�֡�����ּ������ʵѵģ�鼰PLC�����ȿ��Է���������ʽ��֧���ϡ�
������ģ�飺TPC7062 7Ӣ��,ģ�����Ҫ��ǿ��������ǡ�������,��������ܰ�,ͼ�������ַ��Ų��ý�����ī˿ӡ��
PLCģ�鼰��Ƶ��ģ�飺ϵͳ����˫ϵͳ,������ϵͳ��ŷķ��ϵͳPLC 24������IO��������Ƶ����V20 0.75kW��
��Դģ�飺�����Դ�ܿ��أ���©��Ͷ�·������1��,�۶���3ֻ,�����Դ����2��,��ȫ����5����
��ťģ�飺24 V/6 A��12 V/2 A��һ�飻��ͣ��ť1ֻ,ת������2ֻ,������1ֻ,��λ��ť�ơ��̡����1ֻ,������ť�ơ��̡����1ֻ,24Vָʾ�ƻơ��̡����2ֻ��
һ�廯�����ţ������ſ������������������һ���������������߶��ӣ���һ�μ�����������ȫ�����������߶������Ӧ�İ�ȫ����ͨ�����絯�Լ����ӣ������ſ����Ե����,���й̶��õ��ݿ�,���Թ̶���ʵѵ���ϡ�
���ϵ�Ԫ����ʽ������1��,�����Ƴ�����1��,��紫����2ֻ,���Կ���2ֻ,��������1ֻ,���ص�ŷ�1ֻ,��ʾ��1ֻ,��Ҫ��ɽ��������еĹ��������Ƴ���
���͵�Ԫ�������ɶ�������е��,��������������ѡ��SMC���������˻���������ĸ����ɶȶ���,�ֱ��������ֱ���ת����צ���¡���צ�ɽ���
�ӹ���Ԫ����Ҫ������̨�����ϼн�װ�á�ģ���ͷ�ͳ崲�Լ���Ӧ�Ĵ����������Կ��ء���ŷ��������������������������������˿�˸���֧�ܡ���е�㲿�����ɡ�
װ�䵥Ԫ����Ҫ�ɾ�ʽ���ϵ�Ԫ������λ��ת����̨��ƽ����С�װ�䵥Ԫ����紫�������Կ��ء���ŷ���ֱ�����ٵ����֧�ܡ���е�㲿�����ɡ�
�ּ�Ԫ�����ʹ�ͨ�������첽�綯������,�ڴ��ʹ��˵㴦��������Ͽ�,ͨ����紫����������ϣ����ʹ���װ���������ϲ�,��Ӧλ���е�д����������˴�������,ͬʱ�����ϲ�λ��װ����������,�����������ס����ʹ����ÿɲ�ж�����Ͻ�֧�ܡ�
����ʵѵ���ݣ�
1������ϵͳ�İ�װ�������Ŀ��
ѡ�ø�װ�����õĵ��������ס�����˫�����ס���ת��������ִ��Ԫ���͵��ص�Ż���˫�ص�Ż��ʹ��Կ��ص���������Ԫ��,������������������Ĺ�������
��Ŀһ ����������ƻ�·�İ�װ��
��Ŀ�� �����ٶȿ��ƻ�·�İ�װ��
��Ŀ�� �ڶ����ƻ�·�İ�װ��
��Ŀ�� ����˳����ƻ�·�İ�װ��
��Ŀ�� ������е��װ�õİ�װ��
��Ŀ�� ����ϵͳ��װ����ԣ�
2���������Ƶ�·�İ�װ��PLC�����д��Ŀ��
ѡ�ø�װ�����õ�PLCģ�顢��Ƶ��ģ���ָ��ء���������,���������PLCӦ�ü�����������
��Ŀ�� �綯������ת���Ƶ�·����������Ƴ����д��
��Ŀ�� �綯�����ٿ��Ƶ�·����������Ƴ����д��
��Ŀ�� ����������Ƴ����д��
��Ŀʮ ����˳�������Ƴ����д��
��Ŀʮһ ������е�ֿ��Ƴ����д��
��Ŀʮ�� Ƥ�����ͻ����Ƴ����д��
��Ŀʮ�� ����һ�廯�豸���Ƴ����д��
��Ŀʮ�� �Զ������߿��Ƴ����д��
3�������豸��װ�������Ŀ
ѡ�ø�װ�����õĻ���һ�廯�豸������PLCģ�顢��Ƶ��ģ���ָ��ء���������,��������л����豸��װ�ͻ���һ�廯�����Ĺ�������
��Ŀʮ�� ����װ��ͬ��ȵĵ�����
��Ŀʮ�� Ƥ�����ͻ��İ�װ�������
��Ŀʮ�� ���˻�е���豸��װ����ԣ�
��Ŀʮ�� ����ּ��豸�İ�װ����ԣ�
��Ŀʮ�� �����豸�İ�װ����ԣ�
��Ŀ��ʮ �Զ��������豸��װ����ԡ�
4�� �Զ�����ϵͳ��װ�������Ŀ
ѡ�ø�װ�����õĻ���һ�廯�豸������PLCģ�顢��Ƶ��ģ���ָ��ء���������,��������л����豸��װ�ͻ���һ�廯�����Ĺ�������
��Ŀ��ʮһ ���ִ������İ�װ����ԣ�
��Ŀ��ʮ�� ��е�ֵ��Զ����ƣ�
��Ŀ��ʮ�� Ƥ�����ͻ����Զ����ƣ�
��Ŀ��ʮ�� ����һ�廯�豸���Զ����ƣ�
��Ŀ��ʮ��PLC����ϵͳ�İ�װ����ԣ�
��Ŀ��ʮ�� �Զ������ߵİ�װ����ԡ�
5.PLC��ҵͨѶ����İ�װ������
ϵͳѡ������PLC��������,�������ģ��,���ڱ�����ͨ�Ź���,��������й�ҵ�ֳ�����ͨ�ż���ѵ������
��Ŀ��ʮ��N:N�����Ӳ�����ӡ�����
��Ŀ��ʮ��N:N����������á�����
��Ŀ��ʮ�Ż��ڶ�̨PLC�ĸ����������ݶ�д�����д�����
�塢�Զ���������ʵѵ����װ�õ�����
��� |
���� |
��ҪԪ�����ͺš���� |
���� |
��ע |
1. |
ʵѵ�� |
2000��1120��810 mm |
1�� |
��̨���õ���20*80�����Ͳġ� |
2. |
������ |
TPC7062 7Ӣ���ɫ������ |
1�� |
|
3. |
PLC����1 |
ѡ��������S7-1200 CPU1214C(AC/DC/RLY),18DI/12DO ?3̨ S7-1200 CPU1214C(DC/DC/DC)? 2̨ ����ɣ�1�������Ӳ�����ӡ����ԣ���2������������á����ԣ���3������485�ֳ����߶�̨PLC�ĸ����������ݶ�д�����д����ԡ� |
1�� |
|
4. |
PLC����2 |
ŷķ��CP1H-X40DT-D? 2̨ ŷķ��CP1H-X40DR-A? 3̨ |
1�� |
|
5. |
��Ƶ�� |
������V20���ʡ�0.75kW |
1̨ |
|
6. |
��Դ |
�����Դ�ܿ��أ���©��Ͷ�·������1��,�۶���3ֻ,�����Դ����2��,��ȫ����5����24 V/6 A��5 V/2 A��һ�� |
1�� |
|
7. |
��ť |
��ͣ��ť1ֻ,ת������2ֻ,������1ֻ,��λ��ť�ơ��̡����1ֻ,������ť�ơ��̡����1ֻ,24Vָʾ�ƻơ��̡����2ֻ�� |
1�� |
|
8. |
�����ŷ�ϵͳ |
̨���ŷ�ϵͳASD-A0421-AB,ECMA-C30604RS |
1�� |
|
9. |
Ƥ�����ͻ����� |
������ٵ����380 V,���ת��40r/min��1̨,ƽƤ��1355��98��2 mm 1���� |
1�� |
|
10. |
���ϵ�Ԫ |
��ʽ������1��,�����Ƴ�����1��,��紫����2ֻ,���Կ���2ֻ,��������1ֻ,���ص�ŷ�1ֻ,��ʾ��1ֻ,��Ҫ��ɽ��������еĹ��������Ƴ��� |
1�� |
|
11. |
���͵�Ԫ |
����˫������2ֻ,����צ1ֻ,��ת����1ֻ,���Կ���6ֻ,������6ֻ,�DZ���˿2ֻ,˫�ص�Ż���1ֻ�����ص�ŷ�2ֻ |
1�� |
|
12. |
�ӹ���Ԫ |
��Ҫ������̨�����ϼн�װ�á�ģ���ͷ�ͳ崲,�Լ���Ӧ�Ĵ����������Կ��ء���ŷ��������������������������������˿�˸���֧�ܡ���е�㲿�����ɡ� |
1�� |
|
13. |
װ�䵥Ԫ |
��Ҫ�ɾ�ʽ���ϵ�Ԫ������λ��ת����̨��ƽ����С���ѹװ�䵥Ԫ����紫�������Կ��ء���ŷ���ֱ�����ٵ����֧�ܡ���е�㲿�����ɡ� |
1�� |
|
14. |
�ּ�Ԫ |
����������3ֻ,����������1ֻ,�����2ֻ,���Կ���6ֻ,�������3��,���ص�Ż���3ֻ |
1�� |
|
15. |
���߶���ģ�� |
���߶��ӺͰ�ȫ���� |
1�� |
|
16. |
���� |
����3��,�����ڰ�3�� |
9�� |
|
17. |
��ȫ���� |
|
1�� |
|
18. |
���� |
��4\��6,����Ϊ��ɫ,ÿ̨������������ |
1�� |
|
19. |
PLC������� |
|
1�� |
|
20. |
������������ͨ���� |
|
1�� |
|
21. |
��������PLCͨ���� |
|
1�� |
|
22. |
������ |
|
1�� |
|
23. |
��Ʒ�������� |
|
1�� |
|
24. |
�����Ƴ� |
|
1̨ |
|
25. |
��������ѹ���� |
0Mpa-1.0Mpa,���������Q65�ֱ�,���Ϲ��ұ� |
1̨ |
|
�ɱ�̿������ۺ�ʵѵװ�ã�PLCCPU313C��Ƶ�������ƴ������� |
������PLC�ɱ�̿������ۺ�ʵѵװ�ã�������S71500PLC+��Ƶ+��������+�������� |
������PLC�ɱ�̿������ۺ�ʵѵװ�ã�PLC+��Ƶ+��������+�������� |
������1214C�����Ϳɱ�̿������ۺ�ʵѵװ�� |
�����Ϳɱ�̿�����ʵѵװ�ã�PLC+��Ƶ+��������+��������S7-400+ST40+G120 |
������PLCʵѵװ��,PLC����+��Ƶ+������+����+�ŷ� |
����ʵѵ����̨��PLC+��Ƶ+��������+�������� |
SBX-01APLC�ɱ�̿����ۺ�ʵѵװ�� |
PLC�ɱ�̿�����ʵѵװ�� |
�ɱ�̿������ۺ�ʵѵװ�� ����ѹ��ˮϵͳ�� |
�ɱ�̿���������Ƭ���ۺ�ʵѵװ�� |
PLC�ۺ�ʵѵϵͳ |
��Ƭ������Ӧ��ʵѵ����װ�� |
PLC���Ƽ�������̬����ʵѵװ�� |
��Ƭ��Ӧ�ô���ʵ��ƽ̨ |
��Ƭ�����ƹ���ʵѵ����װ�� |
��Ƭ������Ӧ��ʵѵ����װ�� |
PLC�ɱ�̿�����ʵ��װ�� |
PLC�ۺ�ʵ��װ��,�ɱ�̿�����ʵ��ϵͳ |
�ɱ�̿������ۺ�ʵѵװ�ã�PLC+��Ƶ+��������+��������S7-1200 |
PLC�ۺϿ���ʵѵװ�� |
���װ�������м��ʵѵƽ̨ |
�ɱ�������ϵͳ����ۺ�ʵѵ�����豸 --��װ������ |
�����Ϳɱ�̿�����ʵ��װ�ã����⣩ |
��ҵ��е����װ��ʵѵƽ̨ |
��ҵ���ֻ������ۺ�ʵѵƽ̨ |
��ҵ�˶����Ƽ���ʵѵװ�� |
��ҵ�˶����Ƽ���ʵѵ̨ |
����ֿ�ʵ���ѧʵѵװ�� |
��Ƭ�����ƶ�ά�˶� |
�ɱ�̿����� ,�ɱ�̿�����ϵͳӦ�ñ�� |
PLC�ɱ�̿�����ʵ���� |
�ɱ�̿�������S7-200SMART��ʵ�����豸 |
������S7-1500 ,PLC+��Ƶ+��������+������ |
��ҵ��������̬ʵѵװ�� |
�ɱ�̵��������ۺ�ʵѵװ�� |
PLC�����ۺ�ʵ��ƽ̨ |
PLC�ɱ�̿������ۺ�ʵѵװ�ã�ŷķ���� |
�ɱ�̿����� |
�ɱ�̱�Ƶ�������������ۺ�ʵѵװ�� |
��ҵ�����ۺ�ʵѵװ�� |
��ҵ�������ʵѵװ�� |
�ɱ�̿������Զ�����ѧװ�� |
��Ƶ����ʵ���豸 |
PLCģ����ʵѵװ�� |
(����PLC)�ۺ�ʵѵװ�� |
������PLC�����ۺ�ʵѵװ�� |
PLC�ɱ�̱�Ƶ�����ۺ�ʵѵװ�� |
PLC��Ƭ����Ƶ�����ۺ�ʵѵװ�� |
PLC����Ƶ�����������ơ�������ʵѵװ�� |
cr40plc�ɱ�̿������ۺ�ʵѵװ�� |
SB-PLC2�ɱ�̿���ʵ��װ�� |
�ɱ�̿���ʵ��װ�ü���Ƭ���ۺ�ʵ��̨ |
�ɱ�̿���������Ƭ�����Զ�����ԭ���ۺ�ʵ��̨ |
�ɱ�̿��ơ����ӿڼ���Ӧ���ۺ�ʵ��̨ |
��������ԭ�������ӿڼ�Ӧ���ۺ�ʵ��̨ |
PLC�����ۺ�ʵ��ƽ̨������PLC�� |
������PLC�ɱ�̿���ʵ��װ�� |
PLC�ɱ�̿���ʵѵװ��PLC+�������� |
������PLC�ɱ�̿������ۺ�ʵѵװ�� |
PLC��Ƶ����������ѵ�豸 |
����PLC�ɱ�̿����ۺ�ʵѵװ�� |
PLC�ɱ�̿�����ʵ��̨������FX3U-48MR����Ƶ���������� |
PLC�ɱ�̿���������Ƭ������Ӧ�ü����������ۺ�ʵѵװ�� |
�ɱ�̿�����ʵѵװ�� |
��Ƭ�����Ƽ���ʵѵƽ̨ |
��Ƭ���ɱ�̿����ۺ�ʵ��װ�� |
��Ƭ����������ƽ̨ |
��Ƭ�������ۺ�ʵ��װ�� |
��Ƭ������Ӧ�ü����ۺ�ʵ��װ�� |
��Ƭ�����Ƽ���ʵѵƽ̨ |
��ҵ�Զ����ܿ�ʵѵ̨ |
��Ƭ��?CPLD/FPGA�����ۺ�ʵ��װ�� |
AB�Զ�������ʵѵװ�� |
��Ƭ�����ƹ���ʵѵ����װ�� |
��Ƭ������ϵͳ���Զ�����ԭ���ۺ�ʵ��װ�� |
�����Ϳɱ�̿�������1500 PLC��ʵ��װ�� |
PLC�ɱ�̿�����ʵ��װ�� ��PLC+�ŷ�+��Ƶ��+��������+�������� |
�ִ���Ƭ���ۺ�ʵ�鿪��װ�� |
��Ƭ��Ӧ��ʵѵ����װ�� |
��Ƭ��Ӧ�ô���ʵ��ƽ̨ |
S7-1200PLC�ۺ�ʵѵϵͳӲ��ƽ̨ |
�����Ϳɱ�̿�������1200 PLC��ʵ��װ�� |
������PLC�ɱ�̿��Ƽ���Ƭ��ʵ�鿪��ϵͳ�ۺ�ʵ��װ�� |
������PLC�ɱ�̿���/��Ƭ��ʵ�鿪��ϵͳ�Զ�����ԭ��/�ۺ�ʵ��װ�� |
������PLC�ɱ�̿���/���ӿڼ���Ӧ���ۺ�ʵ��װ�� |
������PLC�ɱ�̿������ۺ�ʵѵװ�ã�PLC+��ƵABB+��������+�������� |
������PLC�ɱ�̿���������Ƶ���١�����������������ʵ��װ�� |
������PLC�ɱ�̿���������Ƶ���١����������������Ƽ���Ƭ��ʵ�鿪��ϵͳ�ۺ�ʵ��װ�� |
������PLC�ɱ�̿���������Ƶ���١����������������Ƽ����ӿ�����Ӧ���ۺ�ʵ��װ�� |
SBPLX-01APLC�ɱ�̿�����ʵѵװ��(������) |
�������ۺϿ���ʵѵƽ̨ |
PLC�ɱ�̿���ʵ�鼰��Ƭ��ʵ�鿪��ϵͳ�ۺ�ʵ��װ�� |
PLC�ɱ�̿���ϵͳ����Ƭ��ʵ�鿪��ϵͳ���Զ�����ԭ���ۺ�ʵ��װ�� |
PLC�ɱ�̿���ϵͳ�����ӿڼ���Ӧ���ۺ�ʵ��װ�� |
�������װ��ά��ʵѵװ�� |
�ź���ϵͳ���������ۡ���������Ƽ���ʵ��̨ |
��Ƭ��ʵѵ�䡢 �ɱ�̿�����ʵ���� |
��ҵ������ѭ��������ʵѵװ�� |
������ʵѵװ�� |
��ҵ�����˲�װ�����ʵѵ̨ |
������Ӧ��ʵѵ���豸 |
���ӻ����˹���վ |
�ɱ�̿���������֪ʶ_�ɱ�̿�����ԭ����Ӧ�� |
��ҵ�����˻�������վ�豸(ABB������ϵͳ) |
���ֻ���ҵ����ʵѵƽ̨ |
��ҵ�����Զ������繤���ܿ���ʵѵƽ̨ |
�ɱ�̹�ҵ����ʵѵƽ̨ |
�ɱ�̿�����(PLC)ʵ���ҽ��跽�� |
����FX3G-40MR�����һ�廯ʵѵ����װ�� |
������S7-1200�����һ�廯ʵѵ����װ�� |
PLC�ɱ�̿������ۺ�ʵѵװ�� |
��ҵ�Զ����ۺ�ʵѵװ�� |
��ҵ�Զ����ۺ�ʵѵװ�ã�PLC+��Ƶ��+������+��Ƭ���� |
��ҵȫ����ֱ������ϵͳ�ۺ�ʵѵװ�� |
��Ƶ����ϵͳ����ƽ̨ |
��Ƶ������ԭ�� |
��Ƶ����ʵ��װ�� |
��ֱ������ʵѵװ�� |
��ҵ�����ۺ�ʵѵװ�� |
��ҵ�Զ�������һ�廯ʵѵ���豸 |
��ҵ�Զ����ۺ�ʵѵװ�� |
��ҵ�Զ����ۺ�ʵѵװ�ã�PLC+��Ƶ��+������+��Ƭ���� |
��ҵ�Զ����ۺ�ʵѵװ�ã������ӣ� |
��ҵ���ƴ���ʵѵƽ̨ |
�Զ���������ʵѵ���豸 |
��ҵȫ���ֿ���ʵѵװ�� |
��ҵ�Զ���ͨѶ����ʵѵƽ̨ |
��ҵ�Զ�������ʵѵװ�ã�1200ϵͳ�� |
��ҵȫ���ֿ���ʵѵװ�� |
��ҵ�Զ����ۺ�ʵ�鿼��װ�� |
��ҵ�����Զ������繤���Ӽ��ܿ���ʵѵƽ̨ |
�˶������ۺ����ʵѵװ�� |
������plc�ۺ�ʵ��ƽ̨ |
��ҵ������plc�ۺ�ʵѵƽ̨ |
��ҵ�Զ����������ƽ̨ |
���硢����ʵ�����豸(�ɱ���������PLC)��SBOGJDX-A/B���硢����ʵ�����豸(�ɱ���������PLC) |
Һѹ����ʵ��̨��ҺѹPLCʵ��̨������ҺѹPLCʵ��̨������ģ�͡����ܽ���ʵ�����豸�����Ʒ���� |
PLC����Һѹ�������ۺ�ʵѵװ�� |
ҺѹԪ����ж��װ������̨ |
Һѹ����ѹ�����ۺ�ʵѵװ�� |
��ѹ���������ʵ���ѧ��ѵϵͳ |
Һѹ����ʵ����,Һѹ����ʵ��װ�� |
Һѹ��ѹ���������ʵѵ����ƽ̨ |
��Һѹ������PLCʵѵװ�� |
Һѹ����ʵ����,����ʵ����,Һѹ�������������ʵ���� |
��Һѹ������PLC�����ۺ�ʵѵװ�ã��������ƣ� |
��Һѹ������PLC����ʵѵװ�� |
Һѹ�ڻ����˻�����ʵѵװ�� |
PLC��Һѹ��·����̨ |
��Һѹ����ѹ�����ۺ�ʵѵװ��(PLC���ơ�Һѹ��������һ) |
Һѹ������PLCʵѵװ��(��ҵ�͵���) |
PLC������Һѹ�������ۺ�ʵѵװ�� |
Һѹװ�ػ�ʵѵϵͳ |
Һѹ�ھ��ʵѵϵͳ |
������е��ʵѵ����װ�� |
�������Ƽ���ʵ�����豸 |
��������ʵ��̨ |
Һѹ��������ʵѵ�� |
����ʵѵ�� |
����Һѹ����ʵ��̨ |
Һѹ����ʵѵ̨װ�� |
������е��ʵѵģ�� |
��ҺѹPLC����ʵѵװ�ýṹ��� |
����Һ��һ�廯ʵ���ѧ��ѵϵͳ |
Һѹ��������ʵ��̨ |
ҺѹԪ����װ |
Һѹ���������ʵ���ѧ��ѵϵͳ |
˫����Һѹ����������ѧװ�� |
��Һѹ������ʾϵͳ |
Һѹ����ʵ��̨ |
��Һѹ������PLCʵѵװ�� |
��ҺѹPLC����ʵѵװ�� |
����PLC����ʵѵװ�� |
��Һѹ�����������ۺ�ʵѵװ�� |
Һѹ���� ,�������� |
��ҵ��Һѹ�ۺ�ʵ��̨ |
PLC����Һѹ�������ۺ�ʵѵװ�ã���ҵ�ͣ� |
��Һѹ������PLC����ʵѵװ�� |
������PLC����ʵѵװ�� |
Һѹʵѵƽ̨,����ʵѵƽ̨,ҺѹԪ��ʵѵ̨ |
����PLC����ʵ�� |
�ĺ�һ��Һѹ������ʾϵͳ |
Һѹ����ѹʵ��̨ |
ҺѹԪ����װʵѵ̨ |
�泵Һѹϵͳʵѵ̨ |
�ھ��Һѹϵͳ��PLC����ʵѵװ�� |
��ҺѹPLC����ʵ��װ�ã��ھ��Һѹ����̨�� |
Һѹ�ھ��ʵѵװ�� |
���ػ�еʵѵװ�� |
װ�ػ�Һѹϵͳ��PLC����ʵѵװ�� |
���ػ�Һѹϵͳ��PLC����ʵѵװ�� |
Һѹ����ѹ����PLC�ۺ�ʵѵװ�ã���ҵ�ͣ� |
Һѹ������PLCʵѵװ��(��ҵ�͵���) |
��װ�ػ�ʵѵ̨ |
���ھ��ʵѵ̨ |
������ ��������ʵ���豸��ʵ�����ࡢ��Ƶ����ʵ��װ������ҵ�Զ��� |
��ҵ��������⼰����ʵѵ̨ |
��ҵ����������ʵѵװ�� |
������ʵѵ��,����������ʵѵװ�� |
�����Ͳ�ش����������ۺ�ʵ��ʵѵװ�� |
��������ʵѵװ�� |
������ʵѵװ�� |
��ؼ���������רҵʵ����,��⼼��ʵ���� |
������ʵ����,����������ʵ���� |
������ϵͳʵ���� |
���������⼼��ʵ��̨ |
����������ʵ���� |
��ǿ���ͼ����ת����������������ʵ��װ�� |
ѹ���������궨ʵ��ϵͳ |
�ȵ�����ȵ�ż�¶ȴ�����У��ʵ��ϵͳ |
��Ƭ���������ۺ�ʵ��ʵѵƽ̨ |
Һ�������DZ��궨ʵ��ϵͳ |
ѹ�����Ʋ���ʵ��װ�� |
Һλ��������ʵ��װ�� |
������Ĥ���Ʒ��������װ���Ŷ�λ��Уʵѵ�� |
�����ת����������������ʵ��17���� |
���������⼼��ʵѵװ�� |
�����Ͳ��/�����������ۺ�ʵ��ʵѵƽ̨ |
�������Ʋ���װ�� |
�¶Ȳ��ʵ��װ�� |
SB-XZT�������ʽʵ�û�ͼ�� |
������ͼʵ�����豸 |
����������ͼʵѵ��-��ľ����ʵѵ�� |
ǯ��ʵ���ҳ����豸 |
������í��ʵ���ҳ����豸 |
���Ӷ��ʵѵʵ���ҳ����豸 |
ǯ��ʵѵ�Ҽ�顢ǯ��ʵѵ����̨ |
����һ�廯ʵ�����豸����ѧ���س�������ѧ����ϳ���������ģ�͡���ѹ��ģ�������Ʒ���� |
�����һ�廯����ʵѵϵͳ |
����һ�廯ʵѵװ�� |
�Զ������߲�װ�����ʵѵװ�� |
����һ�廯ʵѵװ�� |
�Զ������ƻ���ʵѵ�� |
ú���Զ�������ʵѵƽ̨ |
����һ�廯�ۺ�ʵѵ�����豸 |
����PLC����һ�廯ʵѵƽ̨ |
����һ�廯Ӧ������ͷ�չ���� |
�����һ�廯PLCʵѵ�ҽ��跽�� |
����һ�廯�ۺ�ʵѵʵ��ϵͳ |
����һ�廯ϵͳ�ۺ�ʵѵƽ̨ |
����һ�廯�ۺ�ϵͳʵѵװ�� |
�����һ�廯ʵѵװ���ڻ�����γ̽�ѧ�е�Ӧ�� |
�����Զ��������� |
��װ�Զ���������ʵѵװ��,����һ�廯��ʦʵѵ����װ�� |
����һ�廯�ۺ�ϵͳ |
�����һ�廯ʵѵ����װ�� |
�Զ���������ʵѵ����ƽ̨ |
�Զ�������ʵѵ���豸 |
���ܿ��Ƽ���ʵѵ̨ |
����һ�廯�ۺ�ϵͳʵѵװ��,����һ�廯ʵѵ���豸-�������������˲ţ� |
������һ�廯�ۺ�ʵ�飨ѵ��ϵͳ,������һ�廯�ۺ�ʵ�� |
����һ�廯�ۺ�ʵѵϵͳ |
�������һ�廯ʵѵװ�� |
������������ά���ʵѵ����װ�� |
������·ʵѵ�����豸 |
������· |
����������·(�ĺ�һ������ʵѵװ�� |
�������ʵ����,������ƴ���ʵ���� |
����һ�廯�ۺ�ʵѵ���豸������Һ��һ�廯ʵѵƽ̨ |
�����豸ά��ʵ�����豸�����ػ����������ϼ��ʵѵ̨ |
���缼���ۺ�ʵѵ����װ�� |
�����һ�廯ʵѵ����װ�� |
���Ϸּ�ʵѵװ�� |
ú����ѵ�Զ�������̨ |
�Զ�������ʵѵ����װ�� |
��ҵ�Զ�������ʵѵװ�� |
����һ�廯�ۺ�ʵѵ����װ�� |
����һ�廯����װ��,��ְרҵʵѵ���� |
�����Զ���������ʵѵϵͳ����վ�� |
����һ�廯����Ӧ�ü����� |
�����Ź�ʵѵ̨ |
�����������Ƽ���ʵѵ̨ |
���绯�����ͻ�����������ʵѵ����װ�� |
��������ʵѵ����װ�� |
����������ѵ����ʵ��װ�� |
���������ܻ�����·ʵѵ���˼���װ�� |
����ϳ��װ����ά���� |
���س�������������ά��ʵѵ����װ�� |
�Զ����ƻ���ʵ����,�Զ�����ʵ���� |
��������ʵѵ���ܿ���װ�ã����ֻ����� |
����˫��ʮ�ֻ�̨ |
SBSKB-06M-2������ϳ������������ά��ʵѵ̨(��װ��������)��ϵͳ��������802C�� |
SBSKB-06T-2�����س�������������ά��ʵѵ̨(��װ�Ͷ�����)��SINUMERIK 802C�� |
���ػ���ά��ʵѵ���豸,���ػ���ά��ʵѵ��װ�豸 |
��������928TA2ϵͳ���س���ʵѵ̨ |
SBSKB-06T-3�����س�������������ά��ʵѵ̨ |
SBSKB-06T-3������ϳ������������ά��ʵѵ̨ |
���س�/ϳ�������ۺ�ʵѵ����ʵ��̨ |
�����Ź�ʵѵ��,�����Ź�ʵѵװ�� |
�����������Ƽ���������ʵѵ����װ�ã����װ壩 |
���ػ������������ά��ʵѵװ�� |
������������ŷ��綯������ϵͳʵ��װ�� |
�������һ�廯���� |
�������һ�廯 |
�����һ�廯����ʵѵװ�� |
�Զ���������ʵѵƽ̨ |
ģ��ʽ�����Զ�����������ʵ��ϵͳ��FMS������������ʵ��ϵͳ |
����һ�廯���������ӹ�ϵͳ |
MPSģ��ʽ�����Զ���������ʵѵϵͳ(��վ) |
����һ�廯�γ�����Щ |
��ѹ��/��������ۺ�ʵ��װ�� |
��������ۺϲ���װ�� |
������ѹ��ά�� |
�����ѹ��ά�����ʵѵװ�� |
������������ά���ʵѵ����װ�� |
���������߰�װװ�� |
��������ۺϲ���װ�� |
���װ�乤����ʵѵװ�� |
���������ʵѵװ�� |
�����װ��ά��ʵѵ̨ |
�ִ��������ʵ��̨ |
��ŵ����첽�綯���Զ�����ʵѵ����װ�� |
�������Ƽ�PLC��Ƶ�����ʵѵװ�� |
�������ĺ�һ������������ʵѵ̨ |
�������ĺ�һ�����������Ƽ���ʵѵ���˼���װ�� |
�����ٴ���������ʵѵ����װ�� |
������ʽ���ػ�ʵѵ�����豸 |
�綯��«ʵ��ƽ̨ |
��������ͨ������������ʵѵ����װ�� |
������ƽ��ĥ����������ʵѵ����װ�� |
��������ʽ�۴���������ʵѵ����װ�� |
����������ϳ����������ʵѵ����װ�� |
���ܻ�����·ʵѵ����װ�� |





