
"追求技术进步、服务科教兴国、支持教育事业"
上海硕博必威手机登录网站 有限公司_弘扬工匠精神_促进我国教育事业发展,培养大国工匠,专业研发设计,必威首页官网登录 、必威手机登录网站 、必威88登录 、必威首页官网登录 设备可分为实验和实训两大类主要应用于理工类各专业,如:电子信息工程、机电一体化、计算机原理等等,教学Betway西盟体育 ,教学实验设备,高职Betway西盟体育 、中职Betway西盟体育 ,技师培训设备,企业培训机构Betway西盟体育 ,助力高校实现产业人才培养,掌握工程的基本技术技能,让学生更好的学习专业知识,加强了学生对理论知识的理解,能使学生把理论与实践结合,满足学生就业的需要,为学生走上工作岗位打好基础,培养实用性高技能技术人才!电气自动化Betway西盟体育 、电气动力设备安装调试实训装置、电气装配实训装置、光机电一体化Betway西盟体育 、机电一体化实训装置、自动化生产线Betway西盟体育 、工业机器人应用实训装置、工业自动化实训装置、自动化生产线实训装置、数控机床装调与维修、数控车床铣床Betway西盟体育 、数控机床电气维修实训考核装置、传感器Betway西盟体育 、PLC可编程实训装置、PLC可编程控制器必威手机登录网站 、计算机原理Betway西盟体育 、计算机组成原理实验系统、自控计控原理实验系统、通信原理实验箱、光通信实验系统、单片机Betway西盟体育 、单片机应用实训装置、单片机实验箱、微机接口综合实验箱、变频调速实验装置、网孔板电工电子Betway西盟体育 、高级技师电工Betway西盟体育 、维修电工考核实训装置、维修电工技能实训装置、工厂电气控制Betway西盟体育 、电工电子实验设备、电子Betway西盟体育 、电工基础实训装置、电工电子实训平台、模电数电Betway西盟体育 、数电模电实验箱、模拟电路实验箱、电路分析实验箱、数字电子技术实验箱、模拟电子技术实验箱、高性能电工电子实验设备、电工电拖Betway西盟体育 、电工技能实训考核装置、电拖Betway西盟体育 、心肺复苏模拟人、电子工艺实训考核装置、机电电拖运动实训装置、机床电气实训装置、电机装配维修实训装置、电力电子技术实训装置、电力电子技术实验装置、楼宇自动化实训装置、供配电技术实训装置、用电安全Betway西盟体育 、建筑供 电实训装置、物联家居Betway西盟体育 、物联网实训装置、综合布线实训装置、机床电气技能实训考核装置、金工Betway西盟体育 、钳工技能实训装置、钳工实训平台、电机Betway西盟体育 、机械陈列柜、电机模型、透明注塑机模型、 测绘模型、机械传动Betway西盟体育 、机械原理Betway西盟体育 ,机械基础Betway西盟体育 ,机械设计实训装置、机械创新Betway西盟体育 、 制图桌、工程机械实验设备、煤矿技能Betway西盟体育 、船舶必威手机登录网站 、液压与气动实训装置、液压与气压传动实训装置、气动PLC控制Betway西盟体育 、液压传动实验台、液压元件拆装实训台、电机装配与维修检测实训装置、建筑智能楼宇实训装置、智能化工程系统实训装置、排水设备安装与控制实训装置、消防系统实训装置、消防安保培训装置、电梯实训装置、电梯安装与维修保养、家用Betway西盟体育 、多功能家用电子产品必威手机登录网站 、家用技能实训考核装置、采暖通风Betway西盟体育 、制冷制热 必威首页官网登录 、制冷制热技术实训考核装置、中央空调实训考核装置、部队Betway西盟体育 、汽车必威手机登录网站 、汽车发动机实训台、汽车发动机拆装台、汽车底盘Betway西盟体育 、汽车电器实验台、汽车示教板、汽车解剖模型、汽车空调Betway西盟体育 、汽车电路接线Betway西盟体育 、汽车整车Betway西盟体育 、新能源汽车Betway西盟体育 、汽车电子实验箱、汽车运用与维修、轨道交通Betway西盟体育 、新能源实训装置、风光互补发电实训系统、太阳能光伏发电系统、风能发电Betway西盟体育 、太阳能发电实训装置、太阳能教学实验箱、过程控制Betway西盟体育 、热工 实验设备、流体力学Betway西盟体育 、化工工程Betway西盟体育 、化工原理Betway西盟体育 、环境工程实训装置、智能化实训装置等必威手机登录网站 。上海硕博有完整的售后服务系统,会有专业的工作人员上门为您处理问题,服务贴心周到,选择我们一定不会让您失望,以满足各类大中专院校实训实验需求。公司生产的教学Betway西盟体育 款弍新颖、质量上乘、科技含量高,产品销售网络遍及全囯。
 机械基础Betway西盟体育
机械基础Betway西盟体育
 电子工艺实训考核装置
电子工艺实训考核装置 工业数字化网络综合实训平台
工业数字化网络综合实训平台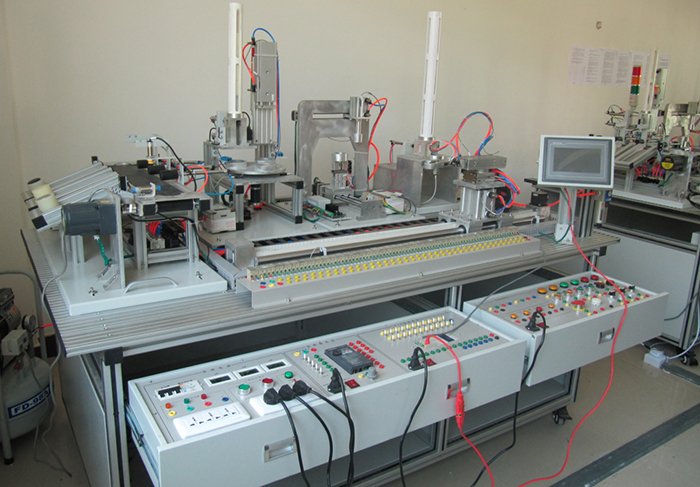 自动生产线实训考核装置
自动生产线实训考核装置 楼宇消防自动化实训装置
楼宇消防自动化实训装置 电工电子电拖实验室设备
电工电子电拖实验室设备 光机电一体化实训考核装置
光机电一体化实训考核装置 变频调速技术实训装置
变频调速技术实训装置 维修电工实训考核装置
维修电工实训考核装置 液压与气动综合实训室设备
液压与气动综合实训室设备 PLC可编程控制综合实训装置
PLC可编程控制综合实训装置 电力电子技术实训装置
电力电子技术实训装置 电机与变压器实验Betway西盟体育
电机与变压器实验Betway西盟体育
 汽车必威手机登录网站
汽车必威手机登录网站
 传感器检测技术实验台
传感器检测技术实验台 电梯实验Betway西盟体育
电梯实验Betway西盟体育
 透明液压plc控制实验台
透明液压plc控制实验台 单片机技术实训室设备
单片机技术实训室设备 机电一体化综合实训装置
机电一体化综合实训装置 工厂供电技术实训装置
工厂供电技术实训装置 智能楼宇实训室设备
智能楼宇实训室设备 计算机组装与维护Betway西盟体育
计算机组装与维护Betway西盟体育
 电气装配Betway西盟体育
电气装配Betway西盟体育
 创新工作室实训装置
创新工作室实训装置 机床电气实训室设备
机床电气实训室设备 高性能电工电子电拖实训装置
高性能电工电子电拖实训装置 制冷与空调技能Betway西盟体育
制冷与空调技能Betway西盟体育
 电气安装与维修实训考核装置
电气安装与维修实训考核装置 电工技术实验台
电工技术实验台 新能源教学实验Betway西盟体育
新能源教学实验Betway西盟体育
 新能源汽车必威手机登录网站
新能源汽车必威手机登录网站
 热工实训实验装置
热工实训实验装置 自控原理实验箱
自控原理实验箱 STM32单片机实验箱
STM32单片机实验箱 数模电实验室设备
数模电实验室设备 驱动综合实训室设备
驱动综合实训室设备 PLC变频器控制技术实训装置
PLC变频器控制技术实训装置 机电专业技术应用Betway西盟体育
机电专业技术应用Betway西盟体育
 电工技术综合实训装置
电工技术综合实训装置 电子焊接装配实训台
电子焊接装配实训台 模电数电技术实验台
模电数电技术实验台 电机及拖动技术实训装置
电机及拖动技术实训装置 电子技术综合实验装置
电子技术综合实验装置 电气控制实训平台
电气控制实训平台


